
This is my Laser Center/Edge Finder. There is some controversy over this little gadget but I really like it. It's quick and easy and works for most anything I plan to make. It's not like I do contracts for Boeing or something.

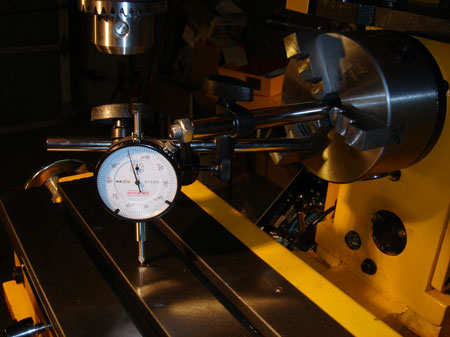
I'm not sure where the right shot went, but I used the LC/EF to square the mill table. Afterwards I checked with the dial indicator and I had about .001" variance over about 6 inches of travel (basically the max) and that seemed fine for my immediate purposes.
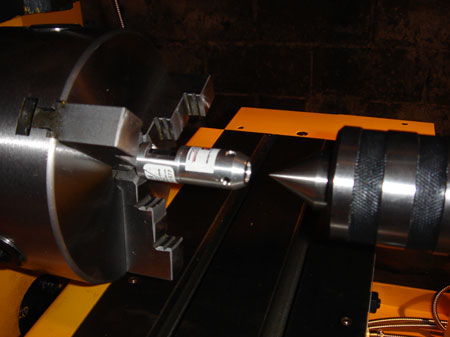
Now I'm checking the center on the tailstock. It looked off but I was not totally confident in what I could see from the LC/EF here. I decided I would be more comfortable with a mechanical setup. Once I have the machine and the LC/EF baselined I think it will work great for this too.

I got this idea from Tangoromeo and a few other posts on various bulletin boards. I couldn't reach with two dead centers...

...so I used the live center. I still had to run the tailstock pretty far out which didn't seem like it would help a lot. I adjusted the horizontal but the vertical is still off. Is it enough to matter? I'm not going to mess with it for the time being and I don't plan to do much turning between centers in the near future.
The next thing I wanted to check was if the table was flat. I heard some people had as much as 1/4" tilt and you can't really adjust this. I clamped the dial indicator in the chuck and ran the table to it's full travel. Flat enough for me.

Next I wanted to square the vise. If you look very closely you can see the laser dot.
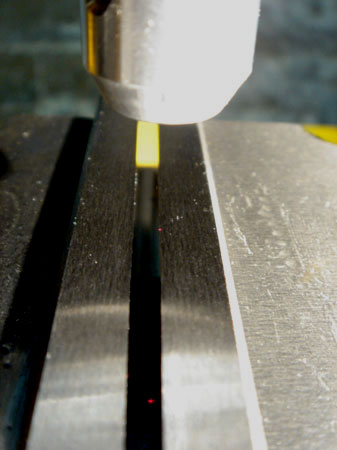
I traversed the X axis till I could just see the dot at the top of the vise jaws. You can also see some of the light spilling over and hitting the bottom.
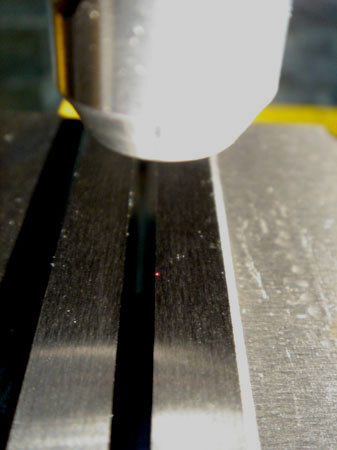
I continued traversing till the light on the bottom "juuuuust" disappeared.



With the dot at the center of the vise and the edge of the jaw I traversed to the edge. A little gap showed up (left) so I tapped a few times with the soft mallet till the dot was on the edge again (center). After traversing in the other direction the dot was still on the edge (right) and my vise is square.
I thought this was way easier and faster than using a dial indicator.
This isn't a great picture, but this is how I've been setting up my parting tool to be parallel to the work. I don't know if there is a recommended way. A QCTP would help I suppose.
Anyway, I just lightly clamp a parallel between the parting tool and the work. Done