
So my gearbox was running a bit "rough" and after inspecting the bushings, I found the fit to be sloppy and one had a crack. So, I set out to make some new ones from brass. It's hard to see in this pic but I used the height gage to scribe the length for all three bushings.

Rough bore and then turn the first shoulder to size.
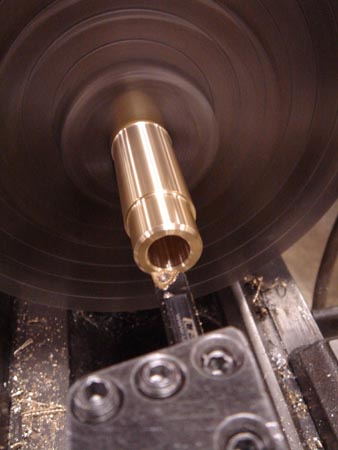
Here I'm finishing the bore with a boring bar I bought from the manufacturer on Ebay. It comes with three bars (3/8, 1/2, 5/8) that all use the same size insert. They are also "coolant-through" so you can stick the straw of a WD-40 can in from the back and deliver the juice right where it's needed.

So the shaft on the spindle is .6300 and the bore (as measured with ye olde telescoping gage) is .6294. That's a nice fit in my book. In reality I had to use a sunnen pin-hone to open it up a bit. I'll get to the reason why.

Parting with a SECO insert tool...dreamy.

Glamour shot.

Give 'er a little bump on the arbor press.

That's that! Took my parts home, fitted them up. "Rough gearbox" has turned into "locked up gearbox." Did I something wrong?
Better take a closer look at that gear cluster...

Hrrrm, okay set up a measurement with a gear tooth caliper. You can adjust the width till that flat part touches the top of the tooth to compare the profile of other teeth...this turn out to be handy...

WHEN YOU HAVE THIS PROBLEM! Sorry for shouting, but these teeth have clearly NOT been cut to the same depth. How do you even do that? This explains the wrrr, wrrr, wrrr sound I've been getting and the subsequent bands in my surface finish. I sent the cluster back to JT and they sent me a new one...that was still less than perfect.
So...I had to use the pin-hone to open up the bushings a bit to give them enough slop to run without interference. Yes, there is such a thing as too precise.